Explore our certified aluminum systems optimized for sanitary containment, cleanroom zoning, and specialized medical office projects.






In high-specification clinical environments, the selection of materials governs the safety, cleanliness, and longevity of the facility. Medical-grade structural aluminum systems act as the backbone for sterile envelopes, laboratory partitions, and automated isolation access points. Aluminum alloys, specifically 6063-T5 and 6063-T6, are prized for their exceptional mechanical strength-to-weight ratio, structural stability, and superior resistance to intensive sanitization chemicals.
Unlike ferrous metals, aluminum is inherently non-magnetic. This characteristic is critical in radiological wings, nuclear medicine zones, and magnetic resonance imaging (MRI) suites, where magnetic field interference can ruin diagnostic readouts or pose physical hazards. Furthermore, our specialized surface treatments—incorporating silver-ion powder coatings and thick-film anodization—ensure that our aluminum frames actively resist microbial colonization, helping to minimize nosocomial infections in intensive care settings.
Information Gain Fact: According to clinical hygiene standards, standard building materials can harbor biological pathogens for up to 96 hours. Medical-grade aluminum with customized photocatalytic TiO₂ coatings or silver-ion additives reduces bacterial viability by 99.9% within 2 hours, making it an essential substrate for healthcare interfaces.
Medical-grade aluminum applications are highly specialized. Below, we break down how our architectural structures adapt to localized hospital conditions globally.
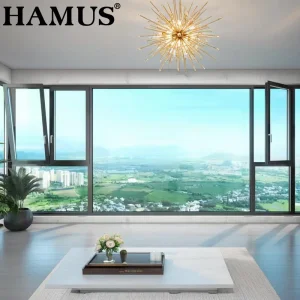
Operating rooms demand absolute hermetic seal containment. Flush-mounted bi-folding pass-through windows and air-tight casement window profiles ensure zero air exchange between clean zones and external corridors, keeping particulate matters locked out.
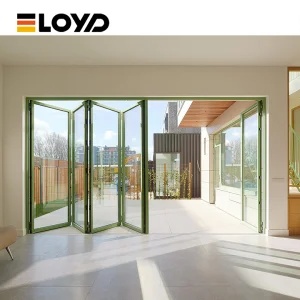
Non-magnetic heavy-duty sliding glass door profiles support lead-lined safety glass configurations. Engineered to hold heavy glass weight while preserving effortless manual or automated operation without generating radiofrequency static interference.
Foshan ORM manufactures custom flush-fit cleanroom windows integrated into structural sandwich panel walls. The smooth transition transitions prevent dust gathering and optimize laminar airflows essential for sterile medicine compounding.
Established in 2011, Foshan ORM Windows Co., Ltd. is a professional aluminum window and structural components manufacturer located in Foshan, Guangdong, China—one of the country’s leading centers for architectural aluminum production and building materials manufacturing. Over more than a decade, our engineering team has specialized in the design, engineering, manufacturing, and export of high-performance aluminum systems for residential, commercial, industrial, and clinical projects worldwide.
Operating a modern manufacturing facility covering more than 20,000 square meters and driven by a team of over 280 skilled employees, ORM Windows is dedicated to providing reliable, energy-efficient, and aesthetically appealing structures. The company’s portfolio covers aluminum casement windows, sliding windows, awning windows, fixed windows, tilt-and-turn windows, thermal break systems, double-glazed/triple-glazed low-E structures, and customized architectural window systems designed to meet rigorous building safety codes.
ORM Windows integrates advanced production equipment, precision fabrication technology, and strict quality management procedures throughout every stage of manufacturing. From raw aluminum profile processing and glass assembly to hardware installation and final pressure testing, every product is engineered to ensure long-term reliability, weather resistance, thermal control, and maximum durability under heavy clinical cycle usages.
The Foshan industrial cluster provides ORM Windows with unparalleled supply chain stability and scale advantages. By concentrating smelting, extrusion, surface finishing, and hardware sourcing in one geographic node, we drastically minimize logistic delays, reduce carbon footprints during processing, and maintain strict cost control.
Our precision manufacturing lines use automated CNC machining centers that allow profile cutting tolerances of less than 0.1mm. This degree of accuracy is imperative for cleanrooms and clinical containment units, where minor structural gaps compromise air pressure differentials. Furthermore, having local access to world-class hardware brands (such as high-performance German hardware components) allows us to assemble heavy-duty windows and bi-fold doors that endure hundreds of cycles per day in high-traffic commercial and hospital settings.
As green healthcare building standards and smart hospitals evolve, our product design roadmap is incorporating advanced technologies to meet upcoming challenges:
Integration of electrochromic or Polymer Dispersed Liquid Crystal (PDLC) switchable smart glass. Clinicians can transition glass from transparent to opaque instantly for patient privacy without installing dust-collecting fabric blinds.
Deploying multi-cavity polyamide insulating strips inside aluminum profiles. This ensures extremely low U-factors that satisfy zero-emission hospital buildings, mitigating the massive HVAC costs of modern medical complexes.
Integrating motor systems and sensor arrays directly into the aluminum profiles. Allows hands-free operation via foot sensors, facial recognition, or gesture commands, keeping hands sterile.
Exporting to North America, Europe, Australia, and the Middle East requires rigorous localized testing. Our aluminum systems are engineered to achieve certifications such as NFRC (for thermal performance in the USA), AS2047 (for wind load and water penetration compliance in Australia), AAMA, and CE standards.
We provide dedicated architectural support to ensure smooth integration with regional construction requirements. Our export division manages custom packing (heavy-duty wooden crates with shock absorption), overseas customs document preparation, and provides installation guidelines to contractors on-site to preserve structural warranties.
Authentic photography demonstrating our professional production workshops, material extrusions, and assembly facilities.










View additional structural window systems configured for durability, thermal performance, and low maintenance.